关键词:Goodrive35 Goodrive200不锈钢酸洗线
1.工艺介绍
● 开卷侧的工作人员负责开卷工作,开卷时开卷电机做恒张力控制使不锈钢带保持恒定的张力,由四辊夹负责牵引不锈钢带到储料槽作为准备酸洗的不锈钢带保证在换卷时有一段时间使用储料槽里的不锈钢带保证了酸洗的连续性,防止换卷时酸洗线的停顿影响酸洗质量,二辊夹的作用是夹紧不锈钢带前后移动方便和新换上的不锈钢带的对齐焊接;
● 喷砂段的原理是由三辊夹夹紧不锈钢带S辊牵引不锈钢带把不锈钢带由储料槽里拉出来,在三辊夹和S辊之间不锈钢带形成张力,为喷砂清洁创造条件。在S辊和酸洗槽之间安装张力架通过驱动S辊电机变频器内部的PID调节保证S辊到酸洗槽之间的张力,防止不锈钢带过松拖地或翻滚拉坏酸洗槽造成事故;
● 酸洗槽里各段槽里盛满酸洗所需要的各种化学药水,不锈钢带经过各个酸洗槽时进行化学反应和清洗、滚刷、纠偏再到收卷工段,其中四辊夹的作用就是在穿不锈钢带的时候起牵引作用,穿完不锈钢带就完成使命,等待下次使用。主要是穿卷时点动运行其他时候不参与运行;
● 三辊夹的作用是夹住不锈钢带矫正不锈钢带并使得不锈钢带经过三辊夹时带动其中的辊转动,辊上安装的编码器给驱动收卷电机的变频器作为速度反馈使用;
● 收卷部分在收卷过程中保证在卷径增大时,收卷电机随的卷径增大成反比减速以保证由始致终不锈钢带线速度恒定,使得不锈钢带通过酸洗槽的线速度恒定。这是保证酸洗质量的关键。
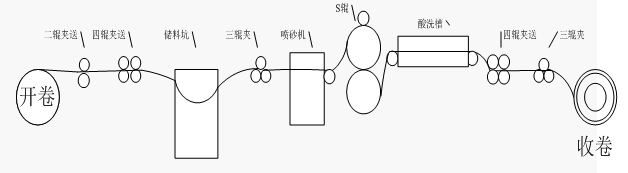
图1 酸洗线示意图
2.控制原理
● 放卷侧
--放卷变频器驱动放卷电机进行恒张力放卷。张力给定由控制台电位器给定,转矩控制频率上限由四辊夹变频器GD200模拟量输出给定,防止断料时飞车;
--四辊夹变频器驱动四辊夹电机做V/F控制速度由控制台电位器给定,并有正转点动和反转点动,端子信号由PLC虚拟端子485端子给定减少接线,二辊夹由GD200变频器驱动二辊电机做点动正反转运行。运行速度由键盘设定;
--S辊变频器驱动S辊电机做速度加PID运行,运行信号、点动正反转信号由PLC虚拟端子给定,速度信号由收卷变频器模拟量输出线速度信号给定。PID反馈由S辊后面的张力架安装激光测距信号作为PID的反馈源。调整入槽不锈钢带的张力。
● 收卷侧
--四辊夹作为穿不锈钢带的牵引作用,只用正转点动和反转点动的功能点动信号由收卷侧控制柜的PLC虚拟端子给定;
--收卷电机做恒线速度张力收卷,速度检测由三辊夹安装编码器脉冲给定。
放卷侧框图:

收卷侧框图:
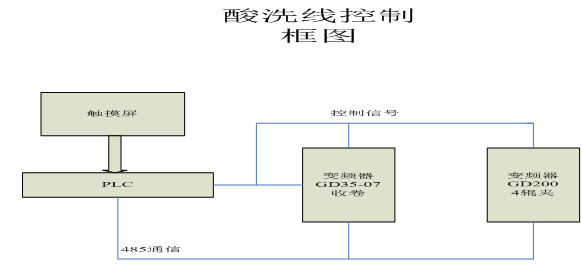
图2 不锈钢带酸洗线的控制框图
3.英威腾Goodrive35变频器介绍
Goodrive35变频器是深圳市英威腾电气股份有限公司新开发的一款高性能闭环矢量变频器,具有V/F,无PG矢量两和带PG矢量三种控制模式,其中在突加减载荷的情况下,速度波动非常轻微;可支持永磁同步电机、变频器电机、直驱电机等,可以为用户减少库存,不再需要为不同的电机备用不同变频器的库存;具有准确的电机参数自学习功能,支持旋转自学习与静态自学习,其中静态自学习可以在电机无法脱开负载的场合准确的学习电机的参数;具有先进的全程三相调制方式,使电机运行更平稳,噪音更小;其他的特性参数、功能如下表所示:
|
调速比 |
1:1000 |
|
速度控制精度 |
±0.02% |
|
伺服控制 |
脉冲串给定,任意位置定位控制 |
|
转矩响应 |
<10ms |
|
转矩控制精度 |
≤5% |
|
起动转矩 |
0.00Hz/200% |
|
过载能力 |
150%额定电流1分钟,180%额定电流10秒,200%额定电流1秒 |
|
分频输出 |
编码器脉冲分频输出(H1,D1型端子)。 |
|
速度/位置模式切换 |
支持端子切换 |
|
编码器 |
A1型变频器支持200kHz,B1,C1型变频器支持100kHz, D1型变频器支持500kHz,H1型变频器支持300kHz |
|
定位性能 |
支持Z脉冲及光电开关定位,定位准确无超调 |
4.变频器方案
按照各驱动部分电机功率配置变频器:
型号如下:
放卷电机:GD35-022G-4-07
收卷电机:GD35-055G-4-07
其他部分配GD200变频器。
本系统变频器具有短路、过载、过压、缺相、失速等多种保护和故障输出功能,能有效保证系统安全高效的运行。
5.结束语
经过实用说明英威腾变频器Goodrive35-07在收放卷机械上具有调试简单,性能稳定完全能满足在酸洗线的现场要求。
参考文献
[1]《Goodrive 35-07变频器产品说明书》深圳市英威腾电气股份有限公司
