前缘送纸机作为一个独立机型存在,可以直接装在各种印刷机、圆压圆等机器上,其中应用在印刷机上居多,本案例主要介绍前缘送纸机在印刷开槽送纸机上应用,前缘送纸是比较高档的送纸方式,它适于大规模的生产,适用于纸板较薄的印刷开槽,这种高档的送纸方式正在一些大型企业适用。
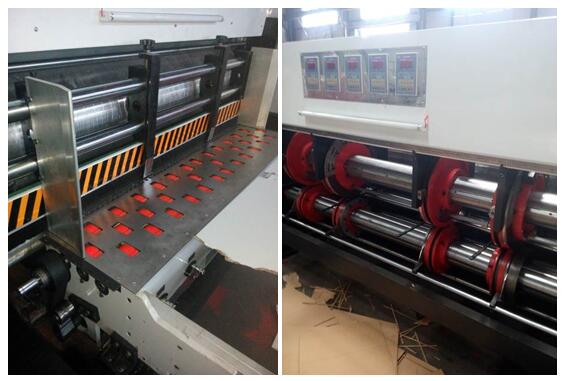
1.1 设备结构示意图:
送纸机三个重要的部分:
* 磨擦胶轮 (该机型采用半轮,伺服电机通过同步带连接传动,减速比1:2)
* 格框架 (又称托纸架,该机型固定位置不变,与纸张间在吸风系统作用下形成真空,更易于控制纸张)
* 真空吸风系统(前缘送纸采用真空吸附方式,有利于纸板的输送,真空前缘吸附进料更易控制纸板,能够减少进料纸板的破损和印刷损坏,并提高生产效率)

1.2 工艺简介
前缘送纸机为瓦楞纸制造厂商所热爱, 是将一叠瓦楞纸板中把底部的纸板输送到印刷部,同时与其他的印刷部一起配合。操作流程:首先将纸张平整的放到格框架上,并根据纸张宽度实时调整后支架,启动真空吸风系统,按下主机加速按钮,待主机运行平稳,在触摸屏选择连续送纸还是隔张送纸,按下送纸按钮,送纸机进行连续或者隔张送纸。

上个世纪70年代前,我国纸箱生产设备都是单机手工操作,生产效率很低,80年代,部分纸箱企业开始引进日本先进设备、瓦楞纸板生产线、水性印刷开槽机、圆压圆模切机等,国内纸箱机械企业开始模仿引进设备。因从国外引进设备价格昂贵,国内纸箱企业大多数无法接受,这为国内机械设备企业打开了销路,形成目前较为先进的纸箱机械设备。但是,根据目前纸箱生产的发展,对纸箱机械设备的要求也越来越高。这就为纸箱机械企业进一步开发高速、高档、高效、高科技纸箱机械设备指明了方向。
3.1 传统应用方案
对于瓦楞纸开槽印刷机,前沿送纸机构的送纸精度对于印刷质量至关重要。传统的送纸机构均采用高精度机械凸轮机构进行送纸的控制,整套机械凸轮价格上万美元,并且需要经常性的维护,由于磨损而会导致精度的降低,当在不同长度的印刷时都需要机械的反复调校,耗费时间,这使得它成为了系统的瓶颈。

3.2 应用英威腾伺服DA200新方案
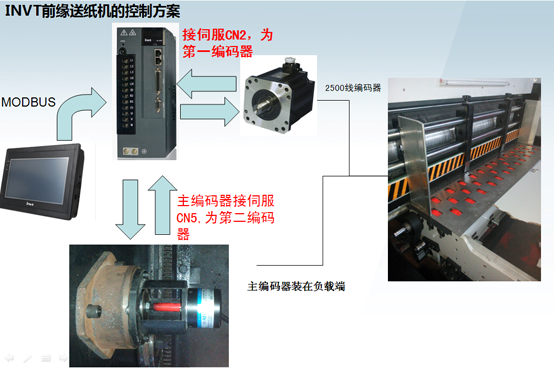
* 电气配置选型:
|
品牌 |
功率(kW) |
精度 |
数量/台 |
|
|
交流伺服 |
英威腾DA200 |
4.4 |
1 |
|
|
英威腾 |
4.4 |
2500线 |
1 |
|
|
主编码器 |
|
分辨率为1024线 |
1 |
|
|
|
1 |
|||
* 操作界面
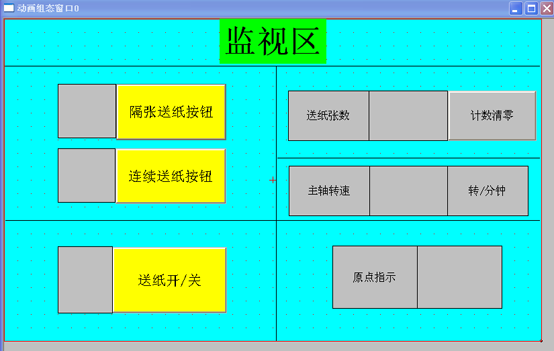
主轴转速显示主轴编码器转速,原点指示显示原点信号,送张张数显示送纸的张数,根据要求可选择隔张送纸还是连续送纸方式,上电自动显示连续送纸方式,其中隔张送纸、连续送纸、送纸开关及原点指示灯有效显示绿色,无效显示红色,送纸开关可以控制伺服送纸,关闭送纸开关,伺服自动回原点,到达原点位置,原点指示绿色。
3.3 新方案采用DA200内置电子凸轮代替传统方案的实体机械凸轮,两者区别如下:
|
机械凸轮与电子凸轮比较表 |
||
|
机械凸轮 |
电子凸轮 |
|
|
凸轮结构 |
旋转一周后,回到原来位置 |
旋转一周后,不一定回到原来位置,也可能象蚊香一样呈现螺旋形。 |
|
凸轮平滑度 |
实际加工精细度决定 |
两点之间由软件插补3次曲线(常州步云5次曲线) |
|
位置准确性 |
很精确(不产生振动的情况下) |
命令很精确,但实际位置因伺服延迟有落后误差 |
|
长行程运动 |
从动轴行程越长,凸轮必须越大,制作不易 |
表格数据改变即可,容易实现 |
|
主动轴省略 |
主动轴无法省略 |
利用驱动器用虚拟轴来模拟外界编码器,P7.01改成虚拟主动轴即可 |
|
使用弹性 |
更改/修改很麻烦,也要银子 |
重新设定参数即可达到,无实体成本 |
|
维修保养 |
机械会磨损,必须必须保养 |
免保养 |
|
其他 |
主动轴占空间,也消耗能源 |
节省空间,节能环保 |
3.4 应用英威腾伺服DA200新方案优势:
* 采用伺服电子凸轮不会象机械凸轮机构需要经常性的维护,更不会由于出现磨损而会导致精度的降低。
* 隔张送纸功能:当送纸较长出现“追尾”时,可以启用隔张送功能,在线切换。
* 调试简捷,维护简便,人性化的调机软件,模块化的产品设计使系统简单方便。
4.1 接线图
接线1:
* 通讯接线:
TPC7062TX 英威腾:DA200
COM2通讯口 CN3通讯口
7 RS485+ 4 RS485+
8 RS485- 5 RS485 -
* 接近开关接线
NPN常开接近开关 CN1端子配线 24v直流开关电源
原点接近开关黑色信号线 37 DI2
张数接近开关黑色信号线 34 DI5
原点/张数接近开关棕色 2 COM+ 24V+
原点/张数接近开关蓝色 24V-
* 编码器接线:
1024线 CN5端子配线
A绿 10 B+
/A棕 9 B-
5V红 5 5V
/B灰 4 A-
B白 3 A+
0V黑 12 0V
/Z橙 13 Z-
Z黄 14 Z+
注:编码器AB相与伺服CN5端子BA相对应,否则工作方向不能啮合。
4.2 伺服参数设置表
P5.10=026(回原点方式选择)
P5.11=1 (上电自动回原点)
P3.00=103(上电自动使能)
P3.01=117(原点开关设置)
P1.01=300(第一惯量比)
P1.03=12 (机械刚度设定)
P2.10=100(速度前馈增益)
P2.12=100(转矩前馈增益)
P0.20=4 (位置指令选择电子凸轮)
P0.18=1307(面板修改P9.71及P9.78参数需先设置此参数)
P9.71=250(主回路欠压保护值)
P9.78=250(控制电源欠压保护值)
P4.34=1 (制动过载检测选择内置)
P7.01=1 (电子凸轮主动轴来源选择第二编码器)
P7.02=2 (电子凸轮啮合条件选择第二编码器单圈触发)
注:设置完上述所有参数,请将伺服重启或者上位机软件重启。
4.3伺服凸轮设置步骤
* 软件主界面

* 菜单-工具-电子凸轮。

* 点击电子凸轮进入欢迎界面,凸轮曲线生成选择高速印刷。
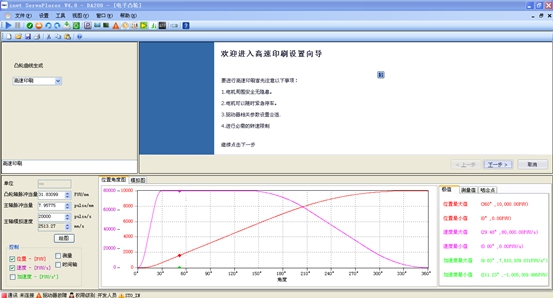
* 参数设置对需要的参数修改成合适的值
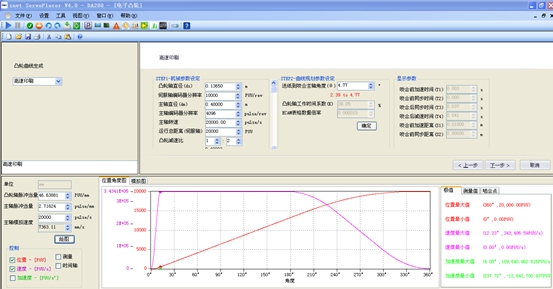
STEP1-机械参数设定主要修改:
凸轮轴直径(ds)=0.1365m; 主轴直径=0.48m; 主轴编码器分辨率=4096; 运行总距离(伺服轴)=20000PUU; 凸轮减速比=1: 2; 加速距离(S∑)=0.01m; 设置结束点击确认!
STEP2-曲线规划参数设定不需要修改直接点击确认!点击右下角绘图键!点击下一步,进入下一界面!
* 表格参数下载

凸轮曲线点数选择1000点,点击重新建立表格,点击右下角绘图键!点击下载到控制器。烧写结束请将参数P7.18=0,并将伺服重启或者上位机软件重启。

* 因采用伺服电子凸轮不会象机械凸轮机构需要经常性的维护,更不会由于出现磨损而会导致精度的降低!
* 隔张送纸功能:当送纸较长出现“追尾”时,可以启用隔张送功能,在线切换!
* 利用内置的高速运算性能和快速响应特性,电子凸轮功能使得DA200在运动精度、输出柔性、速度和加速度控制优势十分明显,一举打破了进口伺服的坚冰,成为行业翘楚。
