1.设备简介
压力组装机是一种用于手机听筒金属网膜的压力组装设备,主要是通过压头对网膜施加一个下压的保持力矩让网膜紧贴听筒,设备一共两个伺服轴,工件的下压Z轴和送料X轴,由于客户台湾代工大厂F公司也是第一次开发此类设备,Invt公司推荐的配置如下。
控制器:IVC1-1614MAT 晶体管型
触摸屏:MT6070IH2
伺服:SV-DB100-04R<带刹车>/02R
下面主要介绍下英威腾电气各项自动化产品在组装机上的应用。
2.设备组成简图
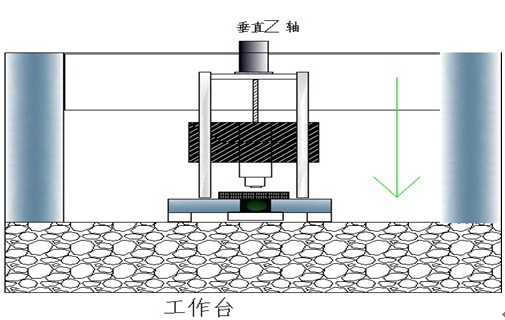
图1:设备示意图
3.电气控制方式介绍
整个系统的控制器采用的是IVC1-1614MAT PLC作为主体控制器,控制伺服移栽机构和下压轴,其中移栽轴X轴采用位置控制方式,Z轴采用“位置+转距”混合控制方式在下压时采用位置控制,接近工件时采用转距控制,回升时继续采用位置控制方式,由于工件非常轻薄故对与伺服的转距控制要求非常精密。
英威腾伺服选取了TI公司最新型的DSP TMS320F28332作为控制大脑,它不但是32bit的,而且还具有浮点运算单元,可以充分保证伺服算法的运算精度需求。这相对于目前其他一些伺服厂家选取的TI公司的24系列的DSP具有明显的优势.
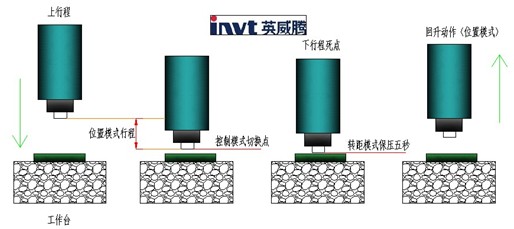
图2: 动作示意图
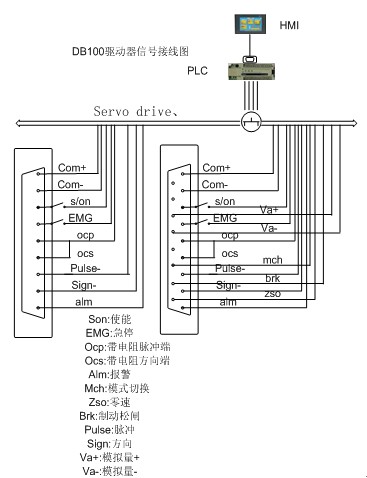
图3:电气传动系统控制简图
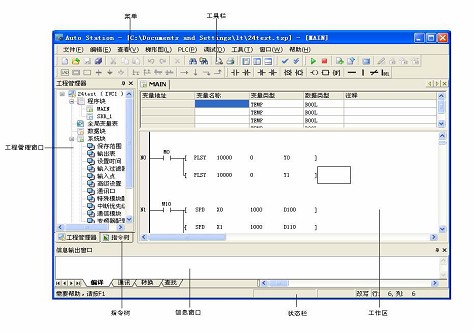
图4:IVC1编程界面
4.调试的要求
伺服轴(DB100)X/Z分别控制着电机的高精度进给和转距给定,其中Z轴是采用带抱闸的电机,对于X轴的运动要求是高速精准的定位,所以伺服的刚性是调的比较高的,通过驱动器自带的陷波器(高刚性下的共振抑制),速度PDFF算法(高速停止防抖动算法)等使各轴平台能够高速精准的定位。Z轴在保持高刚性情况下对于模式切换时的停机需要非常柔和。
先确定上位控制器与伺服之间的脉冲比数关系,设定各轴位置模式下的参数,再设定Z轴转距模式运转参数。
X参数设置为:pa01=0 位置控制
Pa04=1 齿轮比分子
Pa05=1 齿轮比分母
Pa06=0 方向+脉冲输入
Pc04=1 电机旋转方向取反
Pb01=5600 位置环增益
Pb04=3800 速度环增益
Pb05=100 速度环积分
Pb09=30 速度前馈 PDFF控制(改善高速定位震荡)
Z参数设置为:pa01=5 位置/转距模式
Pa04=1 齿轮比分子
Pa05=1 齿轮比分母
Pa06=0 方向+脉冲输入
Pa08=1 外部模拟量输入
Pa09=20 内部速度20
Pc04=1 电机旋转方向取反
Pb01=2000位置环增益
Pb04=3800 速度环增益
Pb05=100 速度环积分
Pb09=50 速度前馈 PDFF控制(改善高速定位震荡)
通过现场调试测试上述参数:最终定位精度为0.01 mm 转距精度+/-2%,贴合产品合格率千分之一,满足了某国际手机厂对于产品的品质和效率要求。
在增益里,因为要对速度和位置等各个方面的应答做出调整,也就是说对于上位机所发出的指令,在具体哪个位置加以正确的应答。如果这个应答能力降低了的话,无论什么快速运转模式也将变得毫无意义。并且会出现动作迟缓,需要中断时不能及时停止工作。当需要在指定位置时往往会出现左右偏移等现象。 相反,如果应答能力过高,装置的共振点进行共振,将无法控制会对其发生震动的状态。此外,根据速度增益,把位置增益设定过大后,会出现震荡发散状态,将无法控制此状态,这点需要注意。总之,此应答能力过低,则操作时会产生延缓,如果过高,操作时会有震动产生。在过高和过低的范围内,如何正确的应对,找出一个相对合适的区间,来使应答即快又合拍,这就取决于对增益的调试。
目前,为了实现高响应所产生的震动,设备的共振抑制陷波滤波器,根据状态对增益进行切换,缓和指令错误的FIR过滤器等种种功能 。
5.注意事项
(1) 注意电机与驱动器之间的功率匹配;
(2) 在多驱动安装时,注意驱动器之间安装距离,保持良好的散热性;
(3) 信号线缆和主电源或动力电缆分开布线防止干扰出现;
(4) 上电前先脱开电机与工作台的连轴器做空载运行检查;
(5) 运行前检查运行相关参数是否设置妥当,防止因为参数设置问题造成的飞车;
(6) 确保电机与驱动器之间连接电缆的牢固,防止因接触不良造成事故;
(7) 电机输入线路请根据实际情况选用直径匹配的电缆。
6.总结
客户通过在组装机上使用invt公司的成套自动化产品,使生产的效率及加工精度都得到一个有效的提升,为终端客户新产品的上市提供了有力的保障。
