关键词:Goodrive35 数控枪钻 变频器 闭环矢量 深孔加工
1.数控枪钻简介及其工艺特性
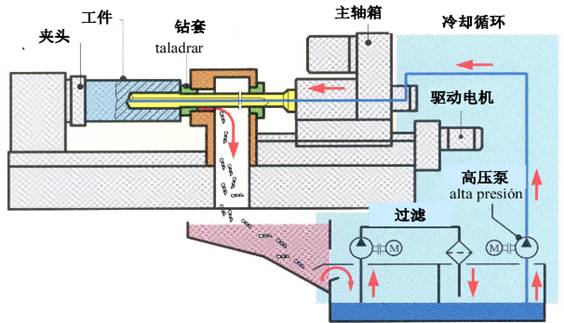
数控枪钻深孔加工示意图
在机器零件加工中,一般深径比L/D大于5时称为深孔。深径比约为40-50的深孔加工,是一种加工难度大、技术含量高、加工专业程度高的孔加工技术。传统麻花钻在深孔加工中,会出现排屑困难以及派生出来的钻头寿命短等不利因素。相比于传统麻花钻,数控枪钻在深孔加工中具有如下优点:
(1)排屑通畅。数控枪钻在加工深孔时,具有一定压力的切削液通过枪杆和刀头,在孔内能良好的分屑、卷屑和断屑,并同时将切屑强制排出。
(2)冷却和润滑充分。在钻屑过程中,具有一定压力的切削液不仅能将高速时产生的热量带走,而且还有润滑作用和防腐作用。
(3)良好的加工精度和表面粗糙度。
(4)加工效率高,劳动强度低。因数控枪钻切削速度和进给量都比普通切削加工快,铁屑由切削液强制排出,不存在加工中倒屑现象,所以加工效率高。而数控枪钻属于半自动机床,大大降低了工人的劳动强度。
2.现场工况
2.1电机参数
|
电机类型 |
三相异步电机 |
额定功率 |
3.7KW |
额定转速 |
1500r/min |
|
额定电压 |
380V |
额定电流 |
9.5A |
额定频率 |
50HZ |
|
控制方式 |
端子控制 |
频率给定方式 |
模拟量给定(0-10V) |
控制模式 |
闭环矢量控制模式 |
2.2实景图片


数控枪钻机床 应用在主轴电机上的变频器
3.数控枪钻主轴电机对变频器的需求
数控枪钻主轴电机要求采用变频器来实现无级调速。数控枪钻主轴电机需要变频器在低频时启动力矩大,快速起停。转矩响应要快,稳速精度要高,抗干扰能力强。高速时电机噪音小,电机无异常抖动。主轴电机最大转速要求为6300r/min,最大输出频率为210HZ。速度脉冲编码器安装在主轴电机上,枪钻主轴和主轴电机通过同步皮带连接,输入输出带轮直径比值为1.5:1,亦即主轴电机最大速度为6300r/min,枪钻主轴最大速度为4200r/min。
4.Goodrive35应用在数控枪钻上的优势
(1)采用高性能闭环矢量控制模式,使Goodrive35变频器具有优异的控制性能,无论在加减速时间、力矩、转矩动态响应速度、运行电流、电机噪音、稳速精度等方面均有出色表现。
(2)过载能力强,优异的电流限幅特性,适用于重载应用场合,可有效减少变频器过载、过流保护误动作,最大限度保障生产连续性。
(3)环境适应能力强,结构上采用独立风道设计,可应用于多油污、高粉尘和高湿热等恶劣环境,能有效降低变频器故障率,延长使用寿命。
(4)标配C3滤波器,有效滤除电网对变频器的干扰,同时抑制变频器整流开关元器件产生的高次谐波对控制回路弱电信号的干扰,保证系统工作稳定可靠。
5.调试过程及参数设置
5.1现场接线示意图
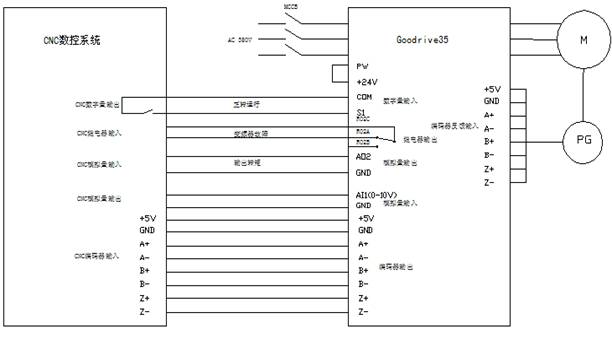
CNC数控系统与Goodrive35接线示意
5.2调试步骤
(1)编码器参数及方向设定
CNC数控系统、变频器和速度脉冲编码器之间的连线接好后,然后测试编码器。设置编码器线数P20.01,设置P00.00=2,P00.10=20Hz,运行电机,此时电机旋转为20Hz,观察P18.00的测速值应接近20Hz,如果测速值为负,则表明编码器方向反向了,设置P20.02=1即可,如果测速值偏差较大,则表明P20.01设置错误。观察P18.02 Z脉冲计数值是否波动,如果波动,表明编码器有干扰或者P20.01设置错误,检查接线及屏蔽线是否良好接地。
(2)电机参数自学习
记录电机铭牌参数,然后设置参数P02.00~P02.05。设置P00.00=1,开环矢量运行模式,并设置参数P00.15=1(旋转参数自学习),同时给运行命令,电机会先静止然后再旋转到2/3的额定转速,自学习完成后,自动停机,键盘显示-END-,并且将学习得到的参数保存在P2组电机参数P02.06~P02.10中。
注:进行上述动态自学习时需要把电机轴与机械负载脱开,而进行静态自学习则不需要脱开机械负载。
(3)试运行电机
设置P00.00=3,闭环矢量控制模式,同时设置运行指令通道及频率给定源。调整加减速时间及P3组速度环及电流环PI参数,使之在整个范围内运行平稳。
(4)端子功能设定
参考说明书P5,P6组输入输出端子功能进行端子功能的设定。注:Goodrive35说明文档由Goodrive300产品说明书和Goodrive35附加说明书共同组成。
5.3典型参数设置
| 功能码 | 名称 | 设置值 | 备注 |
| P0.00 | 速度控制模式 | 3 | 调试时先设置2(V/F控制),确认编码器无误后再设置为3,详见下面的调试步骤 |
| P00.01 | 运行指令通道 | 1 | 端子运行 |
| P00.03 | 最大输出频率 | 210HZ | 1、210Hz对应6300rpm(4极电机) |
| 2、模拟量设定频率时,10V对应最大输出频率,可根据需要调整该最大频率值 | |||
| P00.04 | 运行频率上限 | 210HZ | |
| P00.06 | A频率指令选择 | 1 | 模拟量AI1设定 |
| P00.11 | 加速时间1 | 3S | |
| P00.12 | 减速时间1 | 3S | |
| P03.03 | 速度环比例增益2 | 15 | 速度环和电流环比例增益,可采用出厂值,如果电机有震动,可适当降低增益 |
| P03.09 | 电流环比例增益 | 800 | |
| P03.22 | 弱磁系数 | 0.6 | 弱磁控制参数,一般不需要调整 |
| P03.26 | 弱磁比例增益 | 800 | |
| P05.01 | S1端子功能 | 1 | 正转运行 |
| P06.04 | 继电器RO2输出选择 | 5 | 变频器故障 |
| P06.15 | AO2输出选择 | 9 | 输出转矩 |
| P08.37 | 能耗制动使能 | 1 | |
| P20.01 | 编码器脉冲数 | 1024 | 按照编码器实际的线数来设定 |
| P20.02 | 编码器方向 | 0或1 | 可根据P18.00测速值的正负来确定编码器方向 |
| P18.00 | 编码器实测频率 | 1、该参数是只读参数,不可更改 | |
| 2、编码器测速值,与实际转速的大小及正负方向应一致,否则编码器方向反或者编码器脉冲数设置错误 | |||
| P18.02 | 编码器Z脉冲计数值 | 1、该参数是只读参数,不可更改 | |
| 2、Z脉冲计数值应保持不变,否则说明有干扰或者编码器线数设置错误 |
6.客户评价
试机过程中,跟某品牌伺服驱动器进行比较:在数控枪钻进行深孔加工时,主轴转速一般要求在2100r/min至2500r/min之间,实际测试效果是Goodrive35变频器在电机噪音及振动方面的性能均要优于某品牌伺服驱动器。Goodrive35变频器在数控枪钻主轴电机上的应用,完全可以满足客户要求,获得客户高度肯定。
