1. 制袋机简介
塑料制袋机是由:热封切刀、伺服装置、变频装置、牵引皮辊、承切皮辊及控制器组成。主要技术特征在于热封切刀安装在传动轴上,该轴由变频装置驱动,做上下往复运动;伺服装置驱动牵引皮辊,按照一定的速度,保证热封切刀在离开承切皮辊并再次到达承切皮辊之前,将所设定长度的塑料袋送过切刀;随后,热封切刀到达承切皮辊,将塑料袋封口,并切开。
该类设备主要用于加工塑料包装袋及各种规格的生活塑料袋,早期的设备采取的是刹车离合器等控制机构,后来改进为步进系统控制装置,现在又发展成为PLC及伺服电机加变频调速为主的控制机构。随着技术的更新进步,更高的定位精度和更好的稳定性,将直接导致所制胶袋的质量和效率不断地提升。
2. 电气原理
● VT系列触摸屏
-便于操作人员设置参数及对整台设备运行状态的了解,负责人机对话交流。界面上可设定定长封切或色标封切、切袋长度、送袋速度等,当选择为定长封切时,色标封切无效;
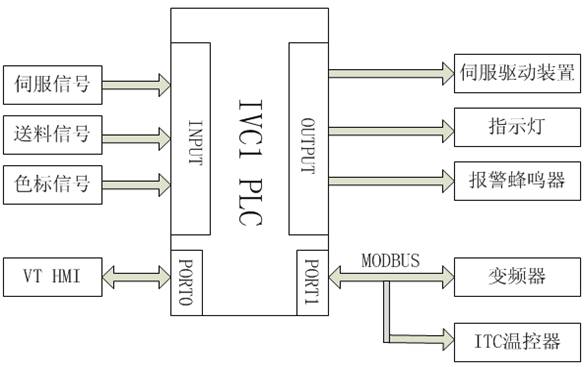
● IVC1系列PLC
-负责脉冲信号的发送及各种控制信号的转化与流通,最终控制各执行机构的运转与协调。PLC程序根据伺服机构的机械传动比、伺服驱动器的电子齿轮比、伺服电机编码器的线数以及出料辊的周长,计算出伺服驱动器接收一定数量的脉冲,伺服电机就驱动出料辊转动,带出一定长度的胶袋,实现定长控制;
● 色标传感器与送料传感器
- 负责时间的判断与控制信号的发出,使执行器件之间确立逻辑关系。 主变频装置: 负责热封刀的连续上下运动,同时控制出袋速度与效率;
● 伺服驱动装置
-由驱动器、伺服电机、码盘反馈信号构成,作为主要运动机构,主要任务是完成定位精度的控制,严格执行来自PLC的脉冲指令控制,同时,保证在频繁启动负载下自身运动的平稳性与快速响应性,使伺服电机的一次送料转速满足切刀上下运行的时间要求。伺服性能直接反映了这台设备的整机性能与质量;
● ITC温控器
-控制热风刀加热,稳定其工作温度
3. 设备的工作流程
1)设备上电后,温控器控制封刀处加热器进行加热;
2)温度到达后,变频驱动装置驱动主电机通过机械传动装置控制切刀和封刀的上下往复运动。
3)切刀每向上运动一次,凸轮接通一次,伺服电机驱动出料辊夹着塑料薄膜带转动一次,切刀和封刀下切,胶袋形成;
4)设定个数到达或按停止键时,当前胶袋形成后停机,切刀和封刀停在高位停车处。
4. 控制方式
制袋机有两种工作方式:
一种为空白袋封切方式,即伺服系统控制电机以PLC预先设置的脉冲数进行动作,直到脉冲数运行完为止,作为一个制袋周期,此种方式为非色标运行方式,也称为定长运行方式;
另一种为追色封切方式,当选择色标封切时,其过程如下,伺服启动信号导通,伺服电机按照PLC程序预先设定的运动曲线进行加速运动、恒速运动、减速运动、低速追色,PLC接收到色标信号时,通过中断方式停止伺服电机。
一般追色长度为10mm,并且要求追色信号只能在追色范围内起作用,其它范围内需屏蔽掉其干扰信号。PLC程序在追色封切时,对色标信号记数,连续三次检测不到时,PLC停止各电机运转,并驱动报警器报警。同时PLC程序对批量记数,当批量达到预警值时,PLC驱动报警器进行报警提示。
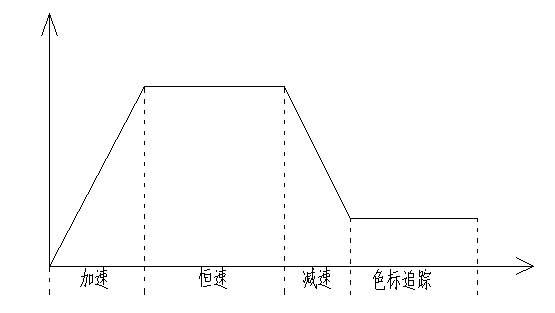
色标追踪方式的曲线图
5. 方案优势
● IVC1系列PLC 100K的脉冲输出频率、双通讯口的配置,完美的满足了设备对PLC性能要求;
● ITC系列温控的高精度与智能化可保证对温度的精确控制;
● 变频器通讯控制,简化了电控设备;
● 设备定位精度高,制袋效果好,效率高。
