关键词: 英威腾、 Goodrive100变频器、DA200伺服、卷筒纸螺旋式双刀分切机
卷筒纸螺旋式双刀分切机,可以达到300张每分钟,线速度可以达到300米每分钟。精度高,误差在±0.2mm。是高效率高精度的卷筒纸加工设备。虽然在加工效率上跟单刀分切机比,没有优势,但最大的优点加工成的纸张无纸毛,主要用来加工比较厚的,高档的纸张。由于价格比较昂贵,目前国内市场年需求量在300台左右。



1、卷径计算准确,保证纸卷张力恒定。
2、切刀伺服响应快,保证切纸精度在±0.2mm。
3、输送变频器频率响应快,能确保纸张在主机不同速度下,叠加的长度一致。
4、反曲具有配方功能,方便客户使用。
5、5期密码停机功能,随机密码解机。
6、300行生产记录存储功能。
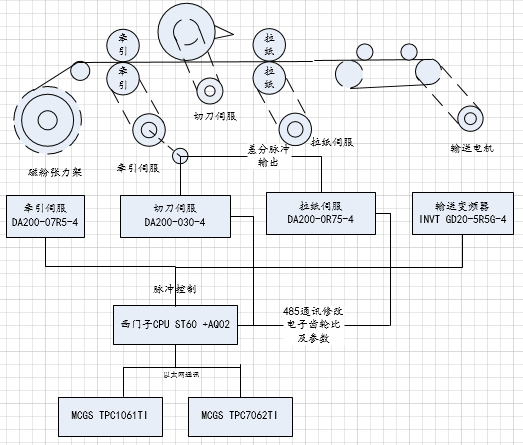
卷筒纸螺旋式双刀分切机系统选用了西门子PLC ST60,昆仑通泰屏TPC1061TI,TPC7062TI ,ST60与屏采用以太网通讯,ST60有三路100K脉冲,一路脉冲控制牵引伺服速度,一路脉冲控制输送带变频器速度。ST60通过485口MODBUS协议与切刀伺服、拉纸伺服通讯,改变切刀伺服切纸长度,拉纸伺服齿轮比。
|
配置清单 |
||
|
名称 |
型号 |
数量 |
|
PLC |
ST60 DC/DC/DC |
1 |
|
模拟量模块 |
AQ02 |
2 |
|
HMI |
MCGS TPC1061TI |
1 |
|
HMI |
MCGS TPC7062TI |
1 |
|
SV-DA200-030-4-S0 |
1 |
|
|
伺服驱动器 |
SV-DA200-7R5-4-S0 |
2 |
|
变频器 |
GD100-2R2G-4 |
2 |
|
变频器 |
GD100-2R2G-4 |
1 |


卷筒纸螺旋式双刀分切机主要分为上纸架、反曲、牵引、切刀、拉纸、输送带、收纸台。
上纸部:夹头利用液压将纸卷夹住、托起定位,它可使操作者在上纸卷时非常方便省力且定位准确可靠。利用磁粉制动器使纸卷保持恒张力。
反曲:纸张进入牵引辊前,用反曲使纸张平整,使切出来的纸平整。
牵引:拉动纸卷向前送纸。
切刀:切刀每转一圈切一张纸,切纸规格可在触摸屏上更改。
拉纸:把切断的纸同步的送到输送带,速度稍微快于牵引辊。
输送带:把切刀切好的纸送到输送带。
收纸台:把切好的纸整理整齐。

|
牵引伺服参数 |
||
|
P0.00 |
电机型号 |
3404101 |
|
P0.01 |
编码器类型 |
17位多圈绝对值 |
|
P0.02 |
电机旋转正方向 |
顺时针 |
|
P0.20 |
位置指令选择 |
脉冲输入 |
|
P0.22 |
电机旋转一圈所需脉冲数 |
10000 |
|
P0.23 |
脉冲输入形式 |
脉冲+方向 |
|
P1.01 |
第1惯量比 |
1500 |
|
P2.00 |
第1速度增益 |
25 |
|
P2.01 |
第1速度积分时间常数 |
21 |
|
P2.02 |
第1位置增益 |
30 |
|
P2.04 |
第1转矩滤波器 |
3 |
|
P2.10 |
速度前馈增益 |
65 |
|
P2.11 |
速度前馈滤波时间 |
0.25 |
|
P2.61 |
速度观测器增益 |
100 |
|
P4.03 |
485通讯波特率选择 |
9600 |
|
P4.04 |
485通讯校验方式 |
E 8 1 |
|
切刀伺服参数 |
||
|
P0.00 |
电机型号 |
1994001 |
|
P0.01 |
编码器类型 |
17位多圈绝对值 |
|
P0.02 |
电机旋转正方向 |
顺时针 |
|
P0.22 |
电机旋转一圈所需脉冲数 |
10000 |
|
P0.23 |
脉冲输入形式 |
脉冲+方向 |
|
P1.01 |
第1惯量比 |
570 |
|
P2.00 |
第1速度增益 |
15 |
|
P2.01 |
第1速度积分时间常数 |
20 |
|
P2.04 |
第1转矩滤波器 |
14 |
|
P3.00 |
开关量1输入配置 |
0x003 |
|
P3.01 |
开关量2输入配置 |
0x024 |
|
P3.02 |
开关量3输入配置 |
0x053 |
|
P7.00 |
ECAM凸轮曲线选择 |
3 |
|
P7.02 |
ECAM使能来源选择 |
1 |
|
P7.03 |
ECAM主动轴来源 |
0 |
|
P7.04 |
ECAM凸轮轴旋转圈数N |
1 |
|
P7.05 |
ECAM凸轮轴旋转N圈对应主轴脉冲输入量 |
21748 |
|
P7.08 |
ECAM啮合条件 |
ECAM使能后立即啮合 |
|
P7.40 |
减速器马达侧齿数 |
2 |
|
P7.41 |
减速器切刀侧齿数 |
5 |
|
P7.42 |
计长编码器直径 |
350 |
|
P7.43 |
计长编码器单圈脉冲数 |
23914 |
|
拉纸伺服参数 |
||
|
P0.00 |
电机型号 |
490 |
|
P0.01 |
编码器类型 |
2500增量 |
|
P0.02 |
电机旋转正方向 |
顺时针 |
|
P0.20 |
位置指令选择 |
脉冲输入 |
|
P0.22 |
电机旋转一圈所需脉冲数 |
10000 |
|
P1.01 |
第1惯量比 |
600 |
|
P2.00 |
第1速度增益 |
30 |
|
P2.01 |
第1速度积分时间常数 |
85 |
|
P2.02 |
第1位置增益 |
13 |
|
P2.04 |
第1转矩滤波器 |
2 |
|
P2.10 |
速度前馈增益 |
65 |
|
P2.11 |
速度前馈滤波时间 |
0.25 |
|
P2.61 |
速度观测器增益 |
100 |
|
P4.03 |
485通讯波特率选择 |
9600 |
|
P4.04 |
485通讯校验方式 |
E 8 1 |
|
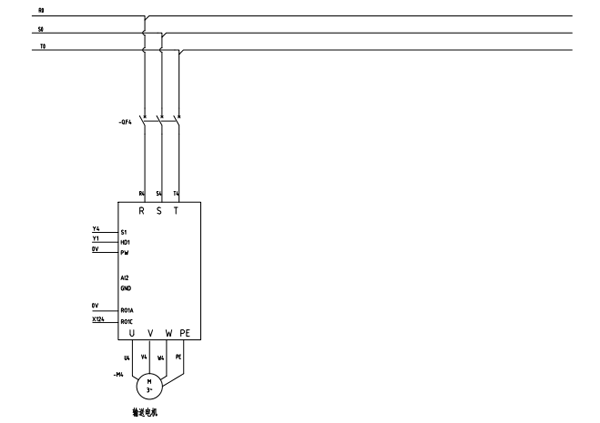
输送变频器参数 |
||
|
P0.01 |
速度控制方式 |
2 |
|
P0.03 |
最大频率 |
75 |
|
P0.04 |
运行频率上限 |
75 |
|
P0.06 |
频率选择 |
4 |
|
P0.11 |
加速时间 |
3 |
|
P0.12 |
减速时间 |
3 |
|
P4.01 |
转矩提升 |
7 |
|
P6.03 |
继电器输出选择 |
5 |
卷筒纸螺旋式双刀分切机系统是由英威腾公司开发,虽然PLC、触摸屏是第三方公司产品,但核心驱动层都是英威腾产品,体现了英威腾在产品线上比较丰富完善,同时具有系统集成能力,可以给OEM客户提供整套系统解决方案。
参考文献:
《Goodrive100变频器产品说明书》深圳市英威腾电气股份有限公司
《DA200交流伺服系统操作说明书》深圳市英威腾电气股份有限公司
